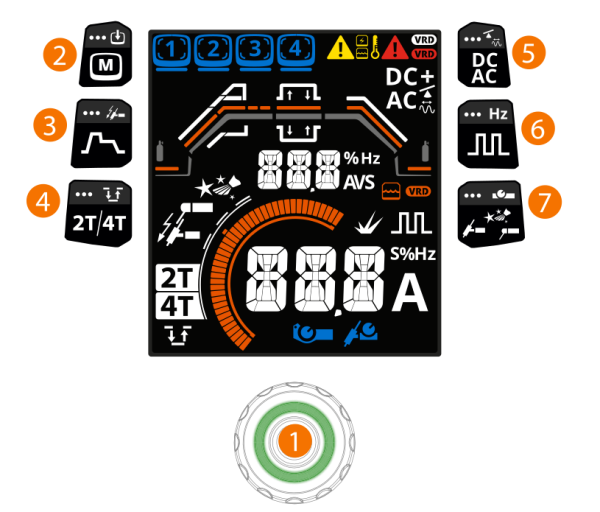
Minarc T 223 ACDC 控制面板
本节介绍 Minarc T 223 ACDC 控制面板的控制和功能。
您可以通过按物理按钮(下图中的 2-7)进行不同的参数调整和设置。调整完成后,再次按下相同按钮或按下其他按钮即可退出。
概述
| 1. | 控制旋钮 |
>>调整和选择(更多信息,请参阅主电源视图)
| 2. | 储存通道按钮 |
>>短按更改储存通道
>>长按将参数保存到储存通道
| 3. | 焊接参数和 TIG HF 引弧按钮 |
>>短按焊接参数调整
>>长按在 TIG 高频引弧点火开 / 关之间切换(交流 TIG 时,高频引弧点火始终打开)
| 4. | 焊枪开关逻辑按钮(TIG、清洗和抛光工艺) |
>>短按在 2T 和 4T 焊枪开关逻辑功能之间切换
>>长按 2T:打开 4T 和 Minilog
>>长按 4T:开启 Minilog
>>在 Minilog 处于打开状态时短按:关闭 Minilog 并将枪开关逻辑更改为 2T
>>开启 Minilog 时长按:设置 Minilog 关闭,但枪开关逻辑保持 4T
| 5. | 电流模式按钮 |
>>在 TIG 状态下短按:在直流电和交流电电流模式之间切换
>>在交流电模式下长按:交流电平衡调整
>>在交流电平衡调节模式下短按:交流电频率调节
>>在 MMA 模式下短按在直流电和直流+电流模式之间切换
| 6. | 脉冲 TIG 按钮 |
>>短按在脉冲 TIG 焊接开启/关闭之间切换
>>脉冲 TIG 开启时长按:脉冲频率调节
| 7. | 过程和遥控按钮 |
>>短按在 TIG、MMA、清洁和抛光工艺之间切换
>>长按在遥控模式(手持/脚踏开关遥控、焊枪遥控和遥控关闭)之间切换。遥控必须与焊接设备或焊枪连接。
重置为出厂设置
要将设备重置为出厂设置,请同时长按焊枪开关逻辑按钮 (4) 和过程及遥控按钮 (7)。
符号
| 符号 | 说明 |
|---|---|

|
黄色:警告 红色:错误 |

|
电源错误 |

|
水冷单元 黄色:水冷单元错误 橙色水箱开启 |

|
高温指示灯(过热) |

|
VRD(安全电压装置): 白色 VRD 符号亮 = VRD 开 红色 VRD 符号闪烁 = VRD 有问题 |

|
氩弧焊焊接工艺 |

|
交流电 TIG 平衡 |

|
交流电频率 |

|
脉冲 TIG 过程 |

|
脉冲 TIG 频率 |

|
MMA 焊接工艺 |

|
清洗工艺 |

|
抛光工艺 |

|
Minilog |

|
HF 引弧 |

|
电弧力 (MMA) |
| AUT | 自动 |
| Err | 错误 |
| 4TL | 4T LOG |
| SA | 搜索电弧 |
| TA | 尾弧 |

|
遥控器(手持/脚踏开关) |

|
焊枪遥控控制 |

|
每次焊接后,焊接摘要(焊接数据)会显示 5 秒钟。 |
要更新控制面板软件,请联系当地的 Kemppi 服务部门。